汽车线路总成(新能源汽车的车身总成和整车的制备方法)
背景介绍:
轻量化是新能源汽车提高续航里程的内在需求,对于新能源汽车而言,车身的轻量化是关键的核心技术和竞争力,更是整车轻量化的重中之重。为了实现新能源汽车的轻量化,一般将由钢板冲压成型结构制作的车身骨架替换为部分结构为铝制结构的车身骨架,即车身骨架包括上百个钢板冲压成型的零部件以及部分铝制零部件。
然而以上车身结构中,由于多数零部件为钢板冲压成型得到,所以在形成车身总成以后,需要对钢制零部件进行防腐,即需要对整车的车身总成进行喷涂、电泳等工序,这样就会使得车身总成的制作周期较长,效率低下。
为此,奇瑞发明专利提供了一种新能源汽车的车身总成、车身总成和整车的制备方法,车身总成包括车身骨架以及外饰件总成,车身骨架包括下车身、前舱和两个侧围子骨架,前舱与下车身的前端连接,两个侧围子骨架分别位于下车身的前后方向的两侧,且与下车身连接,下车身为一体铸造成型结构件,前舱和两个侧围子骨架为挤压成型结构件,外饰件总成罩盖在车身骨架外,且分别与下车身、前舱和两个侧围子骨架连接。该车身总成可以减轻车身总成的重量的同时,又可以缩短制作周期。
车身总成的组成:
车身总成包括车身骨架以及外饰件总成。车身骨架包括下车身、前舱和两个侧围子骨架,前舱与下车身的前端连接,两个侧围子骨架分别位于下车身的前后方向的两侧,且与下车身连接。下车身为一体铸造成型的结构件,前舱和两个侧围子骨架为挤压成型结构件。外饰件总成罩盖在车身骨架外,且分别与下车身、前舱和两个侧围子骨架连接。
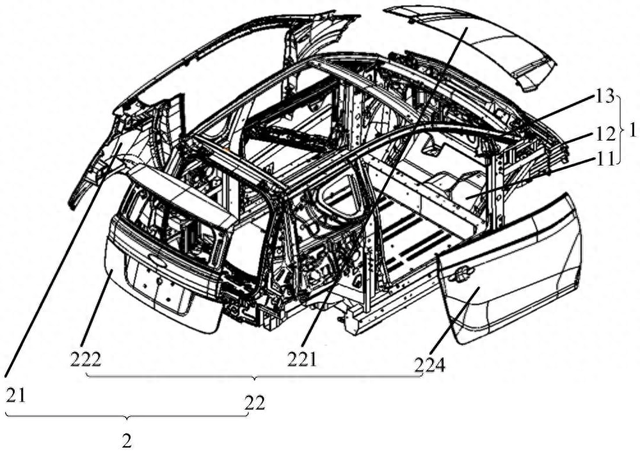
1、车身骨架,11、下车身,12、前舱,13、侧围子骨架,2、外饰件总成。
车身骨架还可以包括前流水槽结构、后流水槽结构以及顶盖横梁,前流水槽结构、后流水槽结构沿下车身的前后方向分别位于下车身的前后两侧。前流水槽结构连接在前舱上,且连接在两个侧围子骨架之间连接。后流水槽结构位于两个侧围子骨架之间,且与下车身和两个侧围子骨架连接。顶盖横梁位于两个侧围子骨架之间,且位于侧围子骨架的最上方,顶盖横梁与两个侧围子骨架连接。
下车身包括前挡板、后底板、电池壳体以及减震轮罩组件,前挡板和后底板分别沿下车身的前后方向位于电池壳体的两侧。沿着下车身的前后方向,减震轮罩组件分别位于前挡板的两侧和后底板的两侧。减震轮罩组件用于与车轮等结构连接,前挡板用于与前舱连接,以便于前舱形成一个驾驶容置。后底板用于与后背门等连接。电池壳体中可以安装电芯模组,电池壳体上设有与电池顶盖连接的搭接面,电池壳体与电池顶盖采用密封胶条和螺栓组合连接,电池壳体上的搭接面与下车身为一体成型结构。
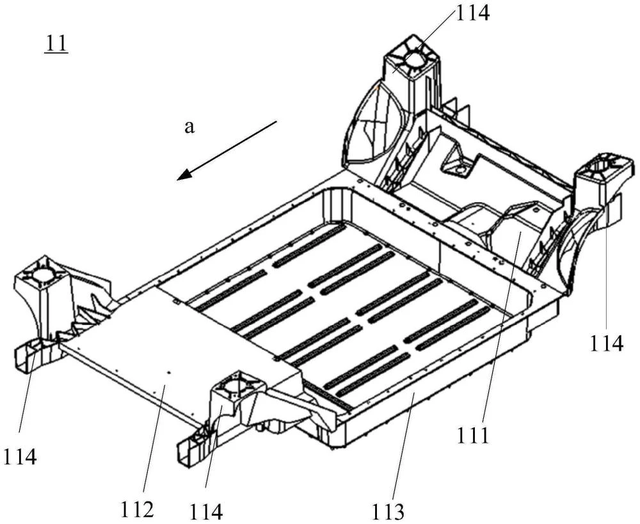
111-112、前-后挡板,113、电池壳体,114、减震轮罩组件。
下车身通过铸造工艺一体加工出前挡板、后底板、电池壳体以及减震轮罩组件,这样可以将电池壳体直接设置在下车身中,电池壳体用于容置电池包,无需在另外装配电池壳体,提高装配效率。当然在铸造成型下车身时,也可以在前挡板以及电池壳体的内壁中一体成型加强筋。下车身一次成型时采用新型轻质合成材料,这样使得下车身具有高强高韧性能。通过高压铸造一体成型下车身,可以替代传统的多零部件拼焊技术,提升车身零部件的集成度、简化焊接工艺大幅降低车身重量,有效降低制件成本。下车身上的搭接面与侧围子骨架采用熔化极气体保护焊、自冲铆接、流钻螺钉和螺栓连接等方式进行连接,这样可以保证车身的扭转刚度。
前舱包括第一横梁、第二横梁和两个纵梁,第一横梁和第二横梁相对布置且排列方向为下车身的前后方向,两个纵梁平行且分别焊接在第一横梁和第二横梁之间,这样可以通过第一横梁安装前保险杠等结构,第二横梁用于进一步将两个纵梁连接在一起,纵梁用于为前盖等结构提供安装基础。纵梁和第二横梁为空心铝制管状结构件,这样不仅可以减轻前舱的重量,同时又可以通过空心结构吸附大量的碰撞能量,以便提高前舱的溃缩性能。
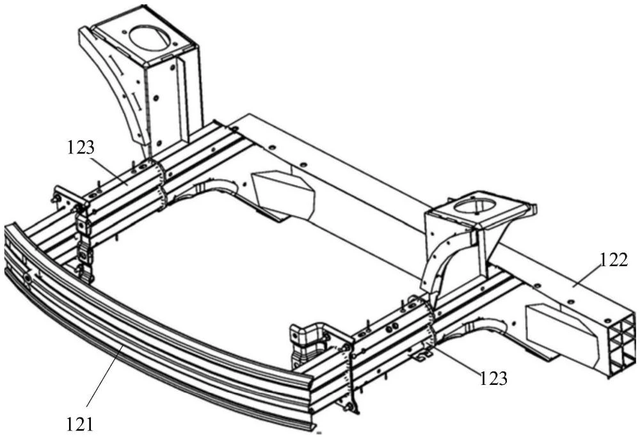
121、第一横梁,122、第二横梁,123、纵梁。
其中,纵梁包括沿着下车身的前后方向顺次焊接在一起的前封板、前段梁、中封板、中段梁和后段梁,前段梁的截面为多个封闭的多边形空腔结构,且前封板与第一横梁连接,后段梁与第二横梁焊接。前段梁的前端与前封板采用熔化极气体保护焊连接,前封板与第一横梁的吸能盒螺栓连接,前段梁的后端与中封板采用熔化极气体保护焊连接。中段梁的前端与中封板采用熔化极气体保护焊连接,中段梁的后端与后段梁采用熔化极气体保护焊连接,以上纵梁重量轻,强度高,所形成的轻量化结构可保证碰撞时,减少机舱侵入量,保证乘员舱生存空间。
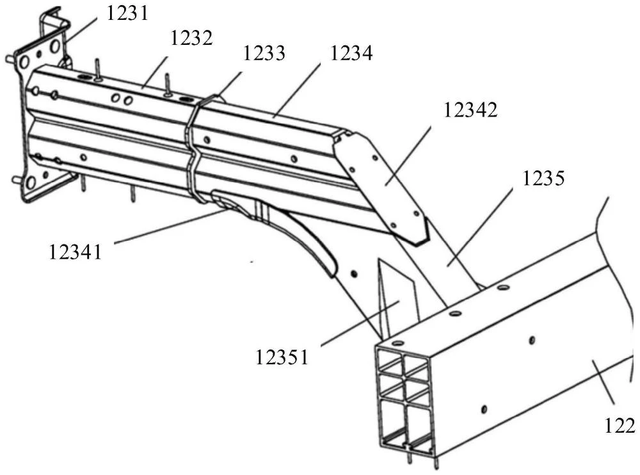
1231-1233、前-中封板,1232-1234-1235、前-中-后段梁。
中段梁的轴线与后段梁的轴线之间具有夹角,中段梁朝向后段梁的一端具有中段梁密封板,中段梁密封板用于封闭中段梁的端部。中段梁与后段梁连接部位焊接中段梁加强筋。后段梁与第二横梁之间焊接隅撑支架,以进一步增加结构强度。前段梁的截面为两个相连的八面体结构,前段梁上具有溃缩凹陷部以及溃缩孔,溃缩凹陷部朝向前段梁的内部凹陷,溃缩孔贯通前段梁的侧壁。前段梁上设计溃缩凹陷部以及溃缩孔,可以通过改变溃缩凹陷部以及溃缩孔的几何形状调控溃缩能量分布,引导碰撞过程形成分段溃缩吸能区,大大提高前舱的吸能效果,吸能效果可以提升百分之二十。
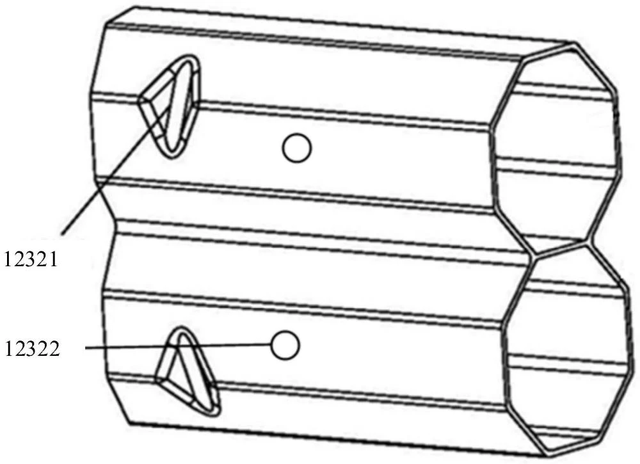
12341、中段梁加强筋,12342、中段梁密封板,12351、隅撑支架,12321、溃缩凹陷部,12322、溃缩孔。
将纵梁设置为以上结构,可以通过前封板将纵梁与第一横梁连接在一起,而通过中封板可以进一步提高纵梁的结构强度,通过后段梁可以将纵梁与第二横梁连接。而将前段梁的截面设置为多个封闭的多边形空腔结构,这样可以通过相连的多个封闭空腔结构进一步提高前舱的溃缩性能。
外饰件总成包括两个外饰侧围和门板组件,两个外饰侧围分别位于下车身的沿前后方向的左右两侧,两个外饰侧围分别与两个侧围子骨架对应布置。外饰侧围与对应的侧围子骨架连接,门板组件与两个侧围子骨架以及下车身连接。将外饰件总成设置为两个外饰侧围和门板组件,这样可以通过外饰侧围将侧围子骨架进行装饰和保护,同时又可以通过门板组件对前舱等结构进行装饰和保护。
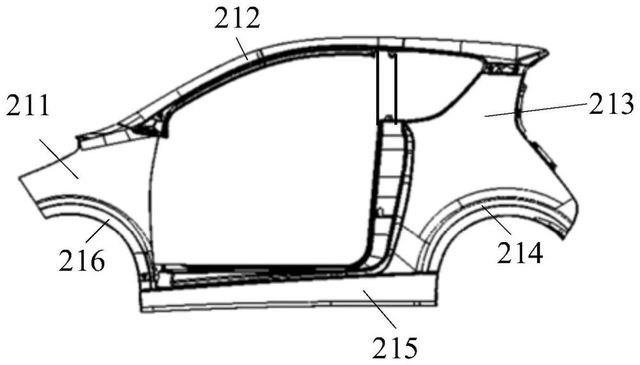
211、翼子板,212、顶边梁,213、后围板,216-214、前-后轮罩板,215、侧裙板。
外饰侧围为一体化长玻纤增强聚丙烯高分子复合材料结构件,外饰侧围包括翼子板、顶边梁、后围板、后轮罩板、侧裙板、前轮罩板,翼子板、顶边梁、后围板、后轮罩板、侧裙板、前轮罩板的背面均设有加强筋和卡扣连接底座。外饰侧围上设有与侧围子骨架连接的搭接面,外饰侧围的搭接面与侧围子骨架采用卡扣和螺栓等进行连接,这样可以提升整车的面品质量、降低车身重量、缩短汽车制造工序,降低制件成本。
门板组件包括前盖、后背门和两个侧门内板和两个侧门外板,前盖和后背门沿下车身的前后方向分别位于下车身的两侧,前盖分别位于前舱上,且与前舱和下车身连接,后背门连接在下车身上,侧门内板和侧门外板高温粘贴在一起得到车门。
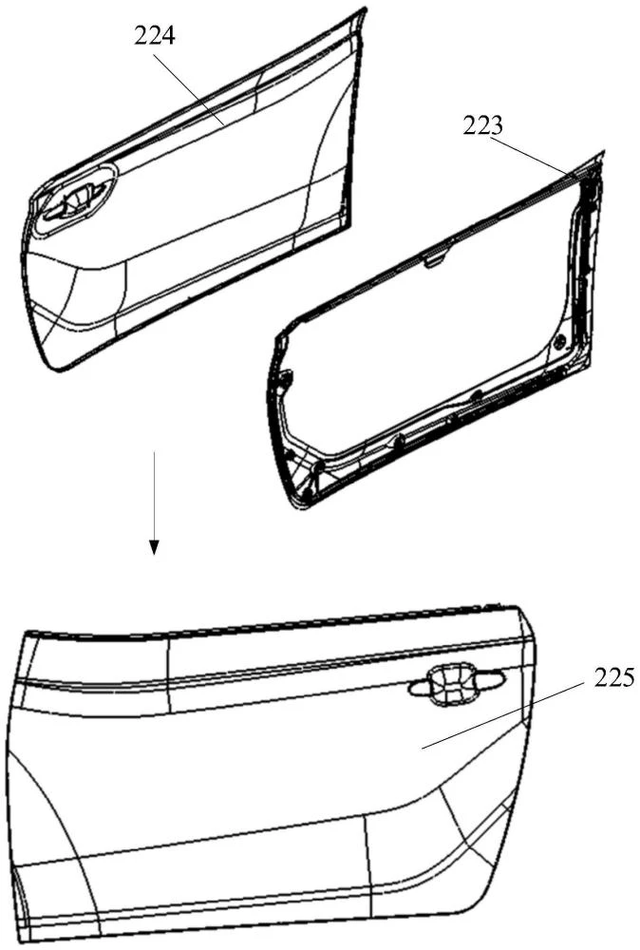
223、侧门内板,224、侧门外板,225、车门。
前盖用于罩盖在前舱和前流水槽结构上,后背门用于罩盖在用于下车身的后端和后流水槽结构上。前盖、后背门侧门内板和侧门外板均采用长玻纤增强聚丙烯高分子复合材料注塑成型,制成的高分子复合材料结构件上均设有与车车身骨架连接的搭接面,搭接面与车身骨架采用卡扣和螺栓等进行连接,这样可以降低车身重量,易于维修和更换。
车身总成的制备方法:
采用铝材进行挤压以及机加工,得到前舱和侧围子骨架;
一:对六系铝合金材料进行挤压成型,分别得到第一横梁、第二横梁和两个纵梁。
二:先对第一横梁、第二横梁和两个纵梁分别进行弯曲、铣削机加工;再对第一横梁进行弯曲时,采用高精度铝型材自动穿芯仿形三维拉弯成形工艺,这样可以实现铝型材空间复杂曲面零件的成形加工;再对以上部件进行铣削时,采用机器人铣削,完成铝型材制孔、平面铣削和锯切加工,使其成为合格零件。
三:将加工后的第一横梁、第二横梁和两个纵梁焊接在一起得到前舱。以上焊接时,采用熔化极气体保护焊、激光深熔焊、搅拌摩擦焊等。
采用铝材进行铸造成型,得到下车身;
一:对Al‑Si‑Nb‑B铝制合金材料进行高压压铸工艺,得到压铸件。工艺流程包括:铝液融化保温、高压真空压铸、模面喷脱模剂得到压铸件。
二:对压铸件依次进行激光切边、喷砂去毛刺、压铸件尺寸检测、压铸件机器人铣削加工、压铸件探伤检测,这样才能形成合格的高压铸造零件,即下车身。
将前舱、侧围骨架和下车身连接在一起,形成车身骨架;
采用定值力矩工具装配。
采用复合材料进行注塑成型,并对成型件进行加工,得到外饰件总成;
一:通过注塑得到成型件,在进行注塑时,按照合模挤料、成型的工序进行。
二:对成型件进行水洗、烘烤、底漆喷涂、色漆喷涂、清漆喷涂、烘干、抛光、套袋得到各个外饰件。
三:将侧门内板和两个侧门外板高温粘贴在一起。在进行粘接时可以先将侧门内板和侧门外板放置在对应的工装中固定,然后再对待涂胶面依次进行清洁、火焰处理之后进行涂胶。待涂胶之后,将侧门内板和侧门外板压合在一起后组装套袋得到车门。
将外饰件总成装配在车身骨架上,得到车身总成;
通过卡接和螺栓连接工艺将外饰件总成装配在车身骨架上,得到车身总成。
以上方法中还可以包括以下步骤得到整车:
依次将线束踏板、仪表台、玻璃顶棚、动力电池、轮胎、座椅和方向盘安装在车身总成上得到整车;
在对以上部件进行安装时,可以采用粘贴工艺将仪表台进行安装。
对整车进行检测,以确定是否合格。
在对整车进行检测时,可以依次对其进行静态检测、四轮参数检测、灯光检测、制动检测、声级检测、道路检测、密封测试、油漆检测等工序。
通过以上方法在制备车身总成时,依次通过对铝材进行挤压、铸造可以分别得到前舱、侧围子骨架以及下车身,这样便可将前舱、侧围子骨架以及下车身拼接在一起形成车身骨架,使得车身骨架为全铝结构,极大的减轻车身的重量,同时又可以通过全铝结构的车身骨架在自身的表面形成氧化膜以实现防腐,避免再次对车身骨架进行喷涂电泳等工艺,大大缩短制作周期。同时还包括对复合材料进行注塑成型以得到外饰件总成,这样便可将外饰件总成装配在车身骨架上,以对车身骨架进行保护和装饰。通过采用复合材料制作外饰件总成大大减轻车身重量。整车的制备方法缩短生产工序,大幅降低制造过程能耗和二氧化碳排放,具有较好的应用前景。
综上所述:车身总成包括铝材结构的车身骨架以及复合材料结构的外饰件总成,且外饰件总成罩盖在车身骨架外,这样可以通过全铝制的车身骨架作为车身总成的基础,大大减轻车身总成的重量,使得车身总成实现轻量化,并且由于铝材制作的车身骨架本身具有防腐功能,这样可以避免电泳喷涂等工艺,极大的缩短车身总成的制作周期。而且复合材料结构的外饰件总成不仅可以对铝制的车身骨架进行保护和装饰,同时也可以大大减轻车身总成的重量。另外由于车身骨架包括下车身、前舱和两个侧围子骨架,且下车身为一体铸造成型结构件,这样可以通过铸造成型直接得到下车身,同时又可以确保下车身具有高的结构强度。而前舱和两个侧围子骨架为挤压成型结构件,这样可以通过挤压成型分别得到前舱和侧围子骨架,同时又可以确保前舱和两个侧围子骨架具有高的结构强度。
总结:
奇瑞新能源汽车的车身总成包括车身骨架以及外饰件总成,车身骨架包括下车身、前舱和两个侧围子骨架,下车身为一体铸造成型结构件,前舱和两个侧围子骨架为挤压成型结构件,外饰件总成罩盖在车身骨架外,且分别与下车身、前舱和两个侧围子骨架连接。该车身总成结构简单,产品制造成本低,可有效降低车身重量。