汽车格栅模具(上汽通用五菱:某新能源汽车前格栅注射模设计)
1制品分析
图1所示为某新能源前格栅,材料为低线性膨胀系数的PP-T30,外形尺寸为1 367 mm×420 mm×438 mm,质量为18 kg。该前格栅为表面喷漆件,外观面不能有熔接痕、缩印等表面缺陷,同时要求分型线不能外漏在制品表面。
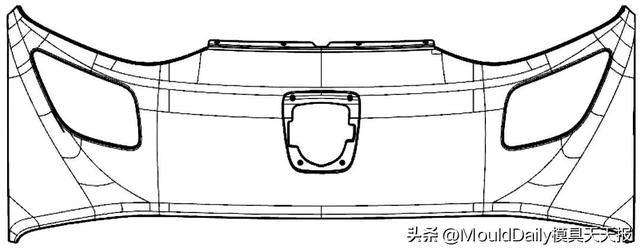
图1 前格栅
由于前格栅在模具主脱模方向上有较大的高低落差,在传统注射模设计时,制品左右两端的分型线位于最大外轮廓R角,造成分型线外漏,如图2所示。
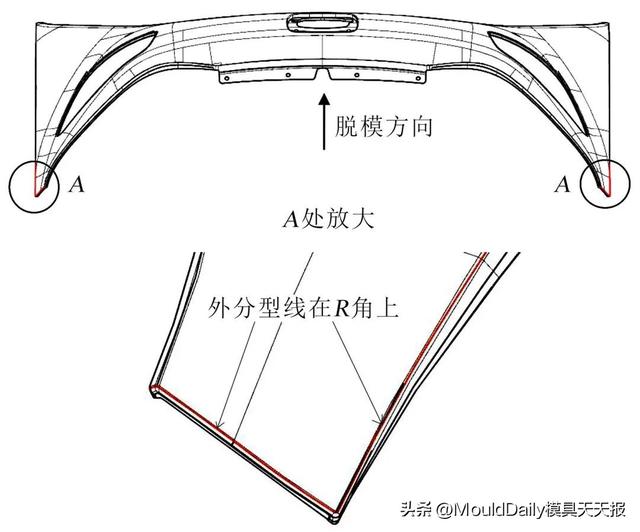
图2 前格栅外分型线
这种外漏分型线的设计主要存在以下缺陷[3]:①制品两端区域的分型线位于外观R角,装车后分型线可见;②前格栅喷漆处理后,制品表面的分型线可见度会被放大,感知质量差;③由于模具制造精度及注射生产过程中存在磨损,分型线处经常会出现错位和飞边,影响制品外观质量,造成制品合格率降低。
为了避免外漏分型线设计所存在的模具及制品质量问题,决定将制品两端区域的分型线设计到圆角底部,形成内分型线,如图3所示。这种内分型线在制品装配后可以被隐藏,不仅规避了分型线外漏的风险,而且提高了制品合格率和喷漆后的表面质量。
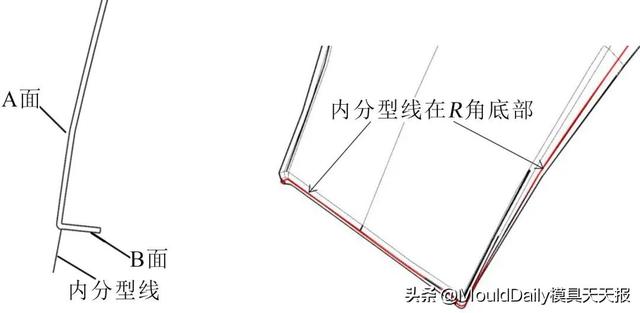
图3 前格栅内分型线
2模具方案设计
2.1 浇注系统设计
2.1.1 浇口数量及浇口位置确定
根据前格栅的造型特点,经Moldflow优化分析,决定采用10点针阀式进浇方案,进浇点布局如图4所示。10个浇口均设在制品底部,尺寸为15 mm×1.2 mm;热流道内径为φ18 mm,阀针直径为φ6 mm,热流道浇口直径为φ4 mm。热流道顺序阀开启顺序:点4→点1/5/6→点2/3/7/8→点9/10。
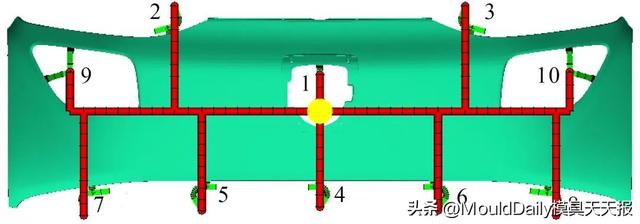
图4 前格栅进浇点布局
Moldflow制品变形分析结果如图5所示,除制品左、右下角变形较大外,其它区域整体变形较均匀。由于制品左、右下角位置设有安装结构,可以通过安装结构来修正这2处区域的变形,综合评估此进浇方案满足制品变形分析要求。
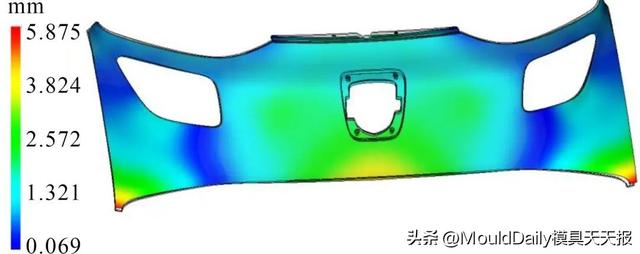
图5 Moldflow变形分析
2.1.2 热流道顺序阀设计
热流道顺序阀设计如图6所示,根据Moldflow的分析结果,模具采用10点热流道顺序阀设计。
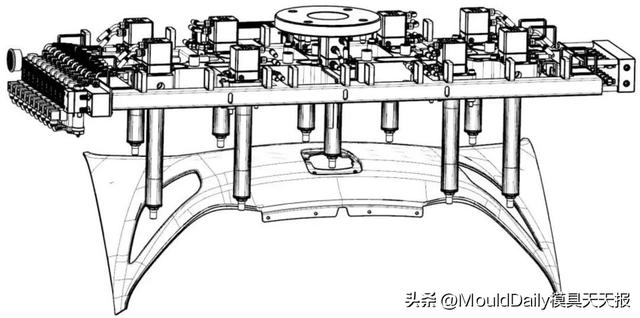
图6 顺序阀热流道系统
2.2 内分型机构设计
2.2.1 内分型机构工作原理
为了避免C处圆角倒扣在模具开模时被拉伤,需要对倒扣区域拉变形,让制品产生弹性变形以脱出C处倒扣。内分型机构工作原理如图7所示,首先大斜顶块需要为制品变形预留空间,然后拉块在拉变形导轨与拉杆的作用下,带动制品沿拉变形支点向内侧变形,将C处倒扣向制品内侧拉动,以保证C处的倒扣在模具开模方向上正常脱模。
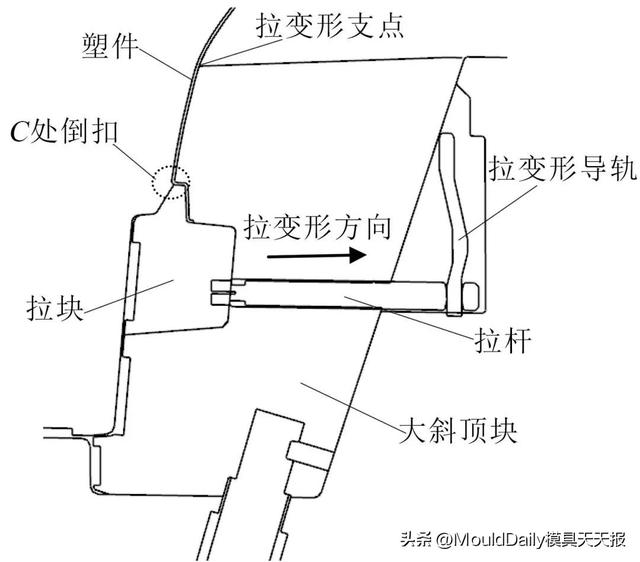
图7 内分型机构工作原理
2.2.2 拉变形机构
前格栅模具内分型机构主要包括大斜顶块、大直顶块、小直顶块、拉变形导轨、拉杆、拉块、推杆固定板及推板等,如图8所示。其中拉变形导轨、拉块、拉杆构成拉变形组件,拉变形导轨固定在模具型芯上,拉杆一端与拉块固定,另一端与拉变形导轨间隙配合;拉杆穿过大斜顶块,并在拉变形导轨的导向下对制品进行拉变形及拉变形复位。大斜顶块和大直顶块固定在推板上,小直顶块固定在推杆固定板上,大斜顶块、大直顶块及小直顶块起到成型制品倒扣及推出制品的作用,其中大斜顶块在运动过程中还为拉变形组件的运动提供驱动力。
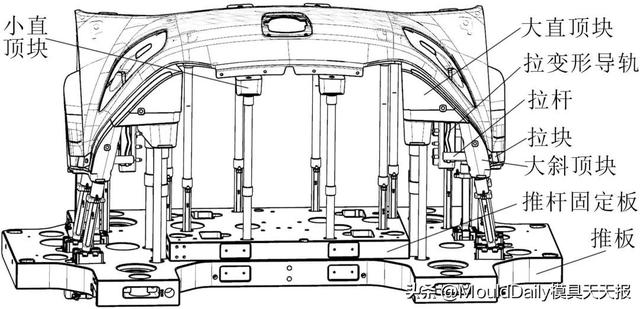
图8 前格栅模具内分型机构
2.2.3 内分型辅助机构
为了辅助实现内分型成型机构,模具还设计了4个同步拉钩机构、4个氮气弹簧、4个推出大液压缸和4个推出小液压缸,如图9所示。其中4个推出大液压缸安装在推板上,4个推出小液压缸安装在推杆固定板板上。
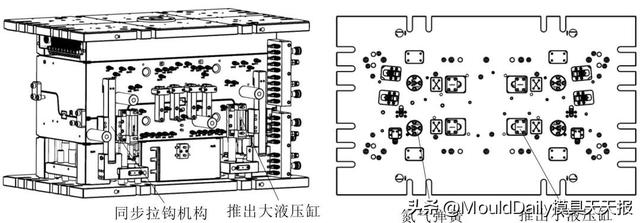
图9 前格栅模具内分型辅助机构
2.3 冷却系统设计
前格栅模具在注射成型过程中,模具温度直接影响制品的成型质量(变形、尺寸精度、力学性能和表面质量)和生产效率,需要根据材料性能与成型工艺进行温度调节系统设计[5]。为避免制品冷却不均匀而导致翘曲变形,前格栅模具型腔板、型芯水路具有以下设计特点。
(1)根据前格栅的造型特点,采用“随形水路+水井”的冷却布局,沿制品外形尽量设计随形水路,针对冷却不充分的区域,再设计水井或斜水井进行辅助冷却,模具型腔板和型芯的冷却水路设计如图10所示。
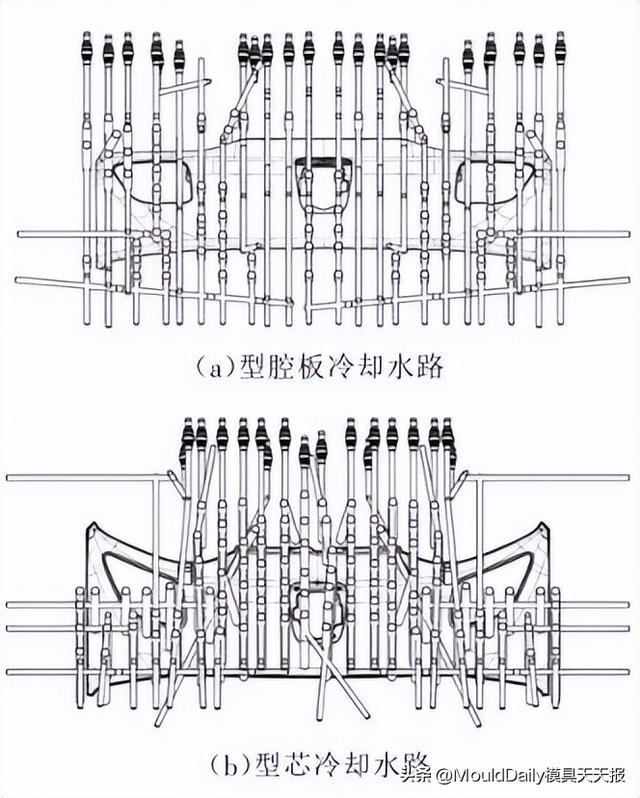
图10 模具冷却水路排布
(2)水路直径为φ15 mm,水井直径为φ24 mm,保证足够的传热面积。
(3)模具采用集中供水方式,设计集水块与注塑机连接。
3模具工作原理
前格栅注射模在开模阶段共推出120 mm,分二次实现。一次推出距离为100 mm,由氮气弹簧、同步拉钩机构及推出大液压缸活塞杆共同驱动完成,其中一次推出过程又分为同步拉变形阶段和拉变形复位阶段,同步拉变形阶段推出55 mm,拉变形复位阶段推出45 mm;二次推出距离为20 mm,由推出小液压缸驱动完成,具体工作过程如下。
(1)模具注射完成后进行开模动作,推出系统在氮气弹簧及同步拉钩的共同作用下,随型腔板一起同步运动55 mm。在此过程中,大直顶块推动制品随型腔板同步运动,大斜顶块后退为制品变形预留空间,拉变形组件完成对前格栅两端圆角倒扣的拉变形,整体拉变形量为8 mm。
(2)一次推出过程的同步拉变形阶段完成后,动、定模继续开模,此阶段推出系统不运动。
(3)模具开模完成后,推出大液压缸活塞杆开始运动,带动推出系统向上推出45 mm后,完成一次推出,在此过程中拉变形组件会对制品进行拉变形复位。
(4)一次推出阶段完成后,大液压缸活塞杆不再运动,此时小液压缸活塞杆驱动推板及推杆固定板分离,小液压缸活塞杆驱动推杆固定板及小直顶块向上运动20 mm,将制品从大直顶块上推出,完成二次推出。
(5)二次推出完成后,机械手进行取件,模具合模复位进入下一个注射周期。
▍原文作者:石波
▍作者单位:上汽通用五菱汽车股份有限公司